ПРИНЦИПИАЛЬНО ВАЖНЫЕ ЭКСПЛУАТАЦИОННЫЕ ПРЕИМУЩЕСТВА ПЛАЗМОТРОНОВ ВПР-210, ВПР-410
Все ниже перечисленные конструктивные особенности плазмотронов ВПР-210 и ВПР-410 полностью исключают проблемы, очень часто возникающие у плазморезчиков (операторов плазменной резки) при эксплуатации плазмотронов, обеспечивают плазмотронам высокую надежность и технологичность и по достоинству оценены специалистами многих предприятий. Рекомендуем и Вам опробовать нашу продукцию.
1. Отсутствие резиновых уплотнений в сопловом узле.
Применение в плазмотронах цельнометаллического герметизирующего корпуса позволило:
- исключить необходимость использования резиновых уплотнений (колец) при герметизации контура охлаждения сопла.
- обеспечить надежный контакт корпуса с соплом, что является принципиально важным для надежного подвода к соплу высоковольтного потенциала и полноценного протекания тока вспомогательной («дежурной») дуги.
- устранить возможность перекоса или нарушения соосности установки сопла относительно электрода при сборке плазмотрона.
- надежно герметизировать контур охлаждения сопла.
При сборке плазмотрона, корпус перемещается только в осевом направлении, что является принципиально важным для равномерного поджатия и обеспечения надежного контакта деталей соплового узла. В отличие от сопловых гаек, используемых в различных плазмотронах, в корпусе отсутствуют внутренние расточки для установки герметизирующих колец, что значительно упрощает обслуживание соплового узла плазмотрона при сборке и настройке, минимизирует наружный габаритный размер плазмотрона.
УСТРАНЕННЫЕ НЕДОСТАТКИ:
(проблемы возникающие при использовании сопловых гаек):
- Использование резиновых уплотнений в токопроводящих контактных местах («гайка-сопло») плазмотрона, значительно снижает его стабильность работы. При этом поиск и устранение причин нестабильной работы возлагается на операторов установок плазменной резки, увеличивая тем самым непроизводственные затраты времени.
- В процессе резки, сопловой узел плазмотрона находится под интенсивной термической нагрузкой, и нахождение в этой зоне нетермостойких элементов - резиновых колец, приводит к быстрой потере их эластичности, нарушению герметизирующих свойств и как следствие - необходимости очень частой заменой на новые.
- При затягивании сопловых гаек, резиновые уплотнения (кольца) помимо осевых нагрузок испытывают не характерные для них вращательно-сдавливающие деформации. Из-за этого кроме быстрого износа уплотнений часто происходит неравномерная герметизация соплового узла. Следствием этого может быть подтекание охлаждающей жидкости (воды) и возможные смещения и перекосы установки сопла относительно электрода.
- Неравномерный угол раскрытия соплового узла, выступание гайки за наружный контур сопла приводит к интенсивному налипанию на них капель металла (образованию корки трудноудаляемого грата) вылетающего из полости реза в процессе резки.
2. Постоянный острый угол раскрытия соплового узла и бесступенчатый переход конусной наружной поверхности сопла в конусную поверхность корпуса.
- при врезании с поверхности металлопроката, значительно снижается воздействие и налипание брызг металла на сопрягаемые поверхности соплового узла (сопла и корпуса).

Основное количество брызг, не встречая на пути выступающих частей плазмотрона, рикошетит от наклонных поверхностей сопла и корпуса, не образуя на них трудно удаляемой металлизированной «корки». Незначительно налипающие брызги - легко удаляются при настройке и обслуживании плазмотрона. Так же значительное снижение налипания расплавленного металла на корпус плазмотрона обеспечивается специальным покрытием нанесенным на него.
- возможность максимального приближения плазмотрона к разрезаемому металлу (размер«L»):
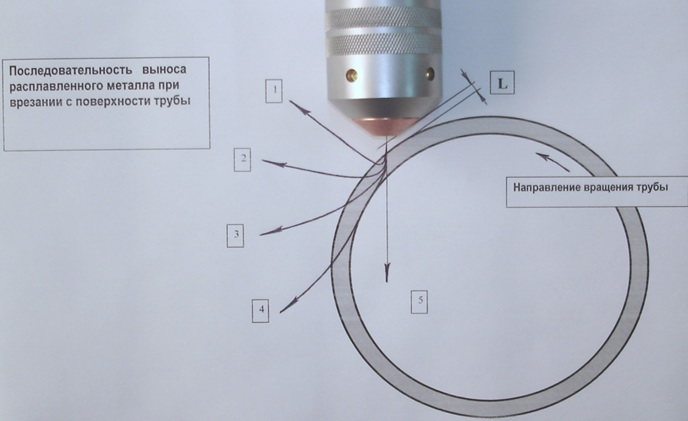
- при подрезке и резке труб и трубных заготовок со смещением плазмотрона с «нормали» (необходимым для свободного выноса расплавленного металла в сторону от плазмотрона при врезании);
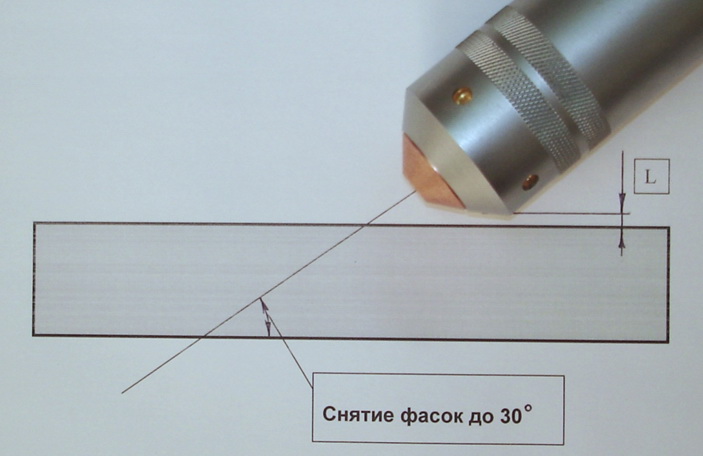
- при снятии фасок у листового металлопроката.
3. Отсутствие приклеиваемых резиновых уплотнений..
- используется специальное самофиксирующееся, легко сменное и хорошо базирующееся относительно герметизируемых каналов, резиновое уплотнение "D-Lock".


УСТРАНЕННЫЕ НЕДОСТАТКИ:
Приклеиваемые уплотнения, в процессе эксплуатации плазмотронов, очень быстро отклеиваются. Из-за этого при настройке плазмотрона возможны смещения прокладок относительно герметизируемых каналов и как следствие - попадание воды в воздушный канал плазмотрона или воздуха в каналы системы охлаждения плазмотрона. И то и другое является недопустимым для эксплуатации плазмотрона. При этом плазморезчики как правило не имеют возможности быстро и качественно восстановить место герметизации (отсутствие на рабочем месте водостойкого клея, средств подготовки и обезжиривания склеиваемых поверхностей, требуется значительное время для полноценного высыхания клея), из-за чего все эти проблемы переходят в ремонтные службы цехов, либо решаются по месту, постоянно приводя к дополнительным непроизводственным затратам времени.Приклеиваемые уплотнения, в процессе эксплуатации плазмотронов, очень быстро отклеиваются. Из-за этого при настройке плазмотрона возможны смещения прокладок относительно герметизируемых каналов и как следствие - попадание воды в воздушный канал плазмотрона или воздуха в каналы системы охлаждения плазмотрона. И то и другое является недопустимым для эксплуатации плазмотрона. При этом плазморезчики как правило не имеют возможности быстро и качественно восстановить место герметизации (отсутствие на рабочем месте водостойкого клея, средств подготовки и обезжиривания склеиваемых поверхностей, требуется значительное время для полноценного высыхания клея), из-за чего все эти проблемы переходят в ремонтные службы цехов, либо решаются по месту, постоянно приводя к дополнительным непроизводственным затратам времени.
4. Многозаходный завихритель переменного сечения.
- используется специальное самофиксирующееся, легко сменное и хорошо базирующееся относительно герметизируемых каналов, резиновое уплотнение "D-Lock".
5. Установка дополнительного толстостенного изолируюшего элемента.
- значительно повышается стабильность поджига дежурной дуги и работы плазмотрона в целом. Отсутствуют следы внутренней электрохимической коррозии на деталях плазмотрона.

Изоляционная втулка, дополнительно размещенная внутри корпуса плазмотрона, исключает электро-шунтирование между разнополярными деталями плазмотрона по охлаждающей жидкости (воде) при высоковольтном поджиге дежурной дуги и в процессе резки.
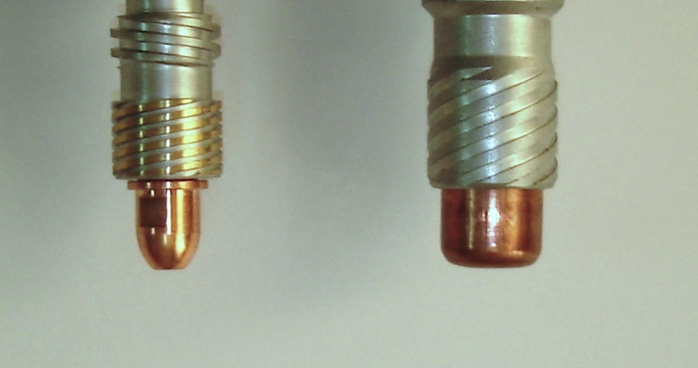
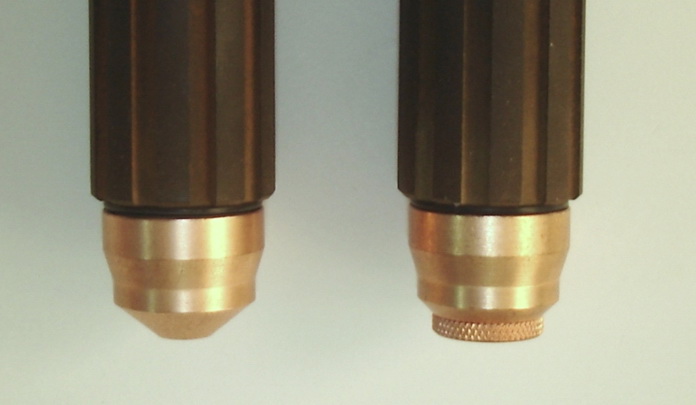
6. Сопла изготовлены методом высокоточной механической обработки с одной установки.
- в отличие от сопл, получаемых комбинированным способом (предварительное холодное выдавливание, последующая механическая дообработка и рассверливание соплового канала), у сопла получаемого механической обработкой с одной установки, обеспечивается 100%-ная гарантированная соосность всех установочных поверхностей сопла и его канала, в котором обжимается и стабилизируется режущая дуга.

Незначительно большая стоимость такого сопла полностью себя оправдывает при эксплуатации: больший срок службы и стабильное качество реза!!!
УСТРАНЕННЫЕ НЕДОСТАТКИ:
Незначительное рассогласование соосности, присущее соплам, получаемым комбинированным способом, приводит к снижению стойкости сопла и электрода плазмотрона и как следствие - ухудшению качества вырезаемых деталей и заготовок.

рис. 1

рис. 2
В качестве примера, возможные варианты рассогласования соосности канала сопла и соответственно разностенности базовых установочных поверхностей сопла приведены соответственно на рис.1 и рис.2.
7. Изолятор плазмотрона из специального механически прочного электроизоляционного материала.
- в отличие от сопл, получаемых комбинированным способом (предварительное холодное выдавливание, последующая механическая дообработка и рассверливание соплового канала), у сопла получаемого механической обработкой с одной установки, обеспечивается 100%-ная гарантированная соосность всех установочных поверхностей сопла и его канала, в котором обжимается и стабилизируется режущая дуга.
УСТРАНЕННЫЕ НЕДОСТАТКИ:
Как правило, изолирующие элементы плазмотронов после сборки (протягивания уплотняющих гаек), находятся под интенсивной осевой статической нагрузкой. В связи с этим использование для изоляторов «механически мягких» материалов, приводит к быстрому неблагоприятному изменению первоначальных размеров изолятора в процессе работы, особенно в области торцевого уплотнения контура охлаждения сопла. При этом деформация материала приводит к уменьшению площади водоподводящих каналов изолятора, ухудшению охлаждения сопла и электрода, снижению ресурса их работы и плазмотрона в целом.
8. Унификация подключения к различным источникам питания плазменной резки и установки на всех типах машин для воздушно-плазменной резки металла. Полная взаимозаменяемость с плазмотронами ПВР-402 и ПВР-402М.
- конструктивные особенности плазмотрона, его присоединительные размеры и места подключения энерго-коммуникаций, обеспечивает возможность быстрой адаптации, подключения и установки плазмотрона в любых типах установок и машин для плазменной резки металла.


9. Возможность использования быстросъемного подсоединения режущего блока к распределителю плазмотрона.

рис. 1

рис. 2
Для удобства обслуживания режущего блока, его снятия и установки, возможны два варианта подсоединения блока к распределителю плазмотрона, стационарно закрепляемому на позиции резки:
- стандартное соединение, посредством закручивания присоединительной гайки 2 на распределителе 1, рис. 1
- быстросъемное соединение с использованием разрезной гайки 3, рис 2. Держатель режущего блока заводится сбоку в прорезь гайки и фиксируется ее поворотом в пределах одного оборота.
10. Возможность регулировки зазора между электродом и соплом плазмотрона (особенно важно для плазмотрона ВПР- 210).
- точная подрегулировка зазора электрод-сопло, позволяет в режиме работы на малых рабочих токах (при минимальных значениях тока дежурной дуги) обеспечивать надежный запуск режима резки при работе плазмотрона со всеми типами источников питания.
УСТРАНЕННЫЕ НЕДОСТАТКИ:
Стандартная схема установки электрода и сопла с нерегулируемым зазором, обеспечиваемая использованием промежуточного изолирующего диффузора-завихрителя, как правило рассчитана на широкий диапазон рабочего тока и не всегда позволяет обеспечить стабильное зажигание и стабилизацию дежурной дуги (особенно в диапазоне малых токов).